公司联系方式
深圳地址
深圳福田区滨河大道5003爱地大厦西座21A
0755-83975718 83762660
武汉地址
武汉市汉阳区经开未来城B栋903-904室
027-84797336 18128857586
 您当前的位置:
您当前的位置:西门子S7-400在水泥生产线上的应用
时间:2016-05-27 14:20:46 来源: 作者:一、项目简介
该项目是国内某大型建材生产企业2009年新上的4条5000t/d新型干法水泥生产线。该企业是以生产高标号水泥熟料、普通标号水泥、特种高标号矿渣硅酸盐水泥为一体的新型建材企业。
项目简要工艺流程如图1所示。
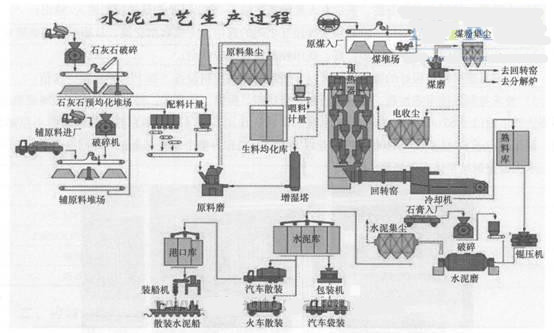
图1简要工艺流程图
水泥生产的工艺过程,通常可以简要地概括为“两磨一烧”,即首先将原料粉磨成生料,然后经过煅烧形成熟料,再将熟料粉磨成水泥。从砂岩库、石灰石库、钢渣库、粉煤灰库经过定比配料
系统混合成原料粉,传送系统将原料粉传送进生料磨机进行生料制备,制备好的生料进均化库。均化库里的生料通过定量给料机将生料送进预热器预热后进回转窑系统煅烧成熟料。煅烧后的熟料经过冷却破碎后即可以送人成品站的成品磨机磨成成品水泥。
水泥生产线按照工艺大致可以分为以下6个部分:
1)石灰石破碎控制站:石灰石破碎及输送;
2)原料磨控制站:原料进厂均化及输送、原料配料、原料粉磨、电收尘、生料入库;
3)窑尾控制站:废气处理(高温风机、增湿塔)、生料均化、生料入窑、窑尾塔架(预热器、分解炉)、烧成窑中、空压机站;
4)窑头控制站:熟料冷却、熟料入库、原煤输送、煤磨、煤粉秤;
5)水泥磨控制站:熟料配料、辊压机、破碎机、水泥粉磨、水泥入库;
6)包装控制站:水泥输送、水泥包装、散装输送、袋装输送。
生产厂区鸟瞰如图2所示。
图2生产厂区鸟瞰
水泥生产线属于传统的工业自动化控制范畴,具有以下控制特点:
1)大系统,控制点多且分散,系统有大量的离散输入/输出以及少量的模拟输入/输出;
2)各个系统要求独立运行,但必须实现相互之间的通信,完成数据交换,从而保证连锁要求;
3)工艺相对简单,设备数量多,高、低压控制设备一应俱全;
4)控制系统必须有很好的兼容性,可以方便地与随机控制设备(如PLC)连接、通信;
5)要求控制系统可靠性高,有自诊断和冗余功能。根据工艺要求,经过认真调研和周密思考,最终选择了西门子S7-400 PLC作为控制系统。本系统选用CPU 416-3作为各个控制站的主控制系统,采用西门子SCALANCE X400系列工业以太网交换机作为整个系统冗余光纤环网服务器。
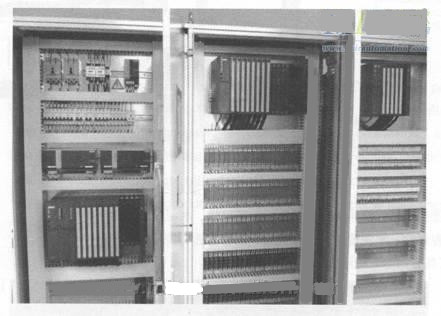
水泥磨控制站柜体布置如图3所示。
最终选定西门子公司产品的硬件配置见表1(一条水泥生产线):
| 名称 | 订货号 | 数量 |
| 主基板6ES7 | 400-1TA01-OAAO | 4 |
| 扩展基板6ES7 | 403-1TA01-OAAO | 8 |
| 电源模块6ES7 | 407-OKA02-OAAO | 12 |
| CPU模块6ES7 | 416-3XT05-OABO | 4 |
| 存储卡6ES7 | 952-1KTOO-OAAO | 4 |
| 以太网模块6CK7 | 443-1EX11-OXEO | 4 |
| 接口模块(一) | 6ES7460-OAA01-OABO | 4 |
| 接口模块(二) | 6ES7461-OAA01-OABO | 12 |
| 连接电缆 | 6ES7468-1BFDO-OAAO | 12 |
| 连接电阻模块 | 6ES7461-OAA00-7AAO | 4 |
| 开关电源 | 6EP1 337-3BAOO | 8 |
| 开关电源冗余模块 | 6EP1 961-3 BA20 | 4 |
| 数字量输入模块 | 6ES7 421-1BL01-OAAO | 80 |
| 数字量输出模块 | 6ES7 422-1BLOO-OAAO | 28 |
| 模拟量输入模块 | 6ES7 431-OHHOO-OABO | 45 |
| 模拟量输出模块 | 6ES7 432-1HFOO-OABO | 10 |
| 前连接器 | 6ES7 492-1ALOO-OAAO | 163 |
| 触摸屏 | 6AV6 643-OCD01-1AXO | 4 |
| 工业以太网交换机(一) | 6GK5 414-3FC00-2AA2 | 1 |
| 工业以太网交换机(二) | 6GK5 308-2FM00-2AA3 | 4 |
| 编程软件 | STEP 7v5.4 | 2 |
| 组态软件 | Win-CC V6. 2 sp3 | 4 |
二、控制系统构成
1.系统结构
该项目是一条完整的水泥生产线,从原料粉磨成生料,然后经过煅烧形成熟料,再将熟料粉磨成水泥。其整个生产过程自动化控制系统按照水泥生产工艺流程分4个控制站:即配料控制站、窑控制站、水泥磨控制站、包装控制站。中控室设置工程师站、冗余服务器和操作员站。系统由4套AS416-3控制器组成,系统配置的主干网络为千兆冗余光纤环网,采用西门子公司SCALANCEX411-3工业以太网交换机作为主交换机,SCALANCE X308-2LD作为各分控制站交换机。采用客户端/服务器架构,其中服务器采用冗余配置,3台工程师站兼具操作员站的功能,方便程序和组态修改;另设8台操作员站,供操作工实际生产操作及数据监控。整个控制系统采用两层网络:第一层网络实现基础自动化;第二层网络实现监控,上位机通过工业千兆以太网与各控制器连接,实现数据交换,即将生产过程的设定值及电气设备的起停信号传至各控制器,同时将各设备的状态和工艺、电气参数及故障信号传至上位机显示,从而实现上位机及各控制器之间的无缝连接。该系统的网络结构如图4所示。
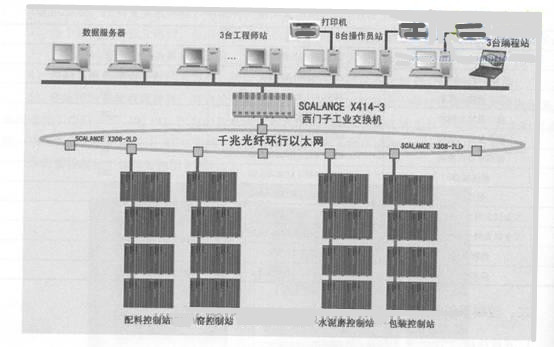
图4网络结构图
2.硬件配置
以水泥磨控制站为例,该系统的硬件配置如图5所示。
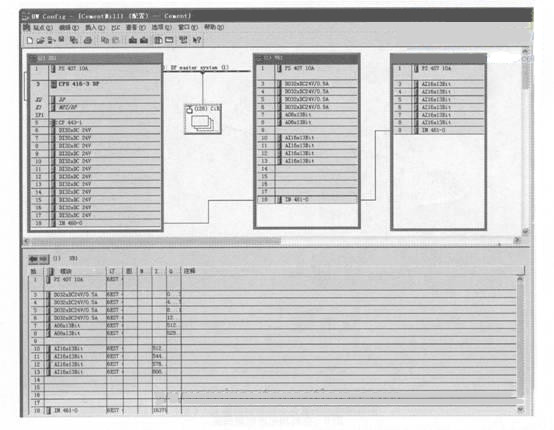
图5硬件配置
PLC是控制系统的核心,控制的性能、适用性,可靠性和性价比是选型的依据。本系统控制点多且分散,控制要求高稳定、高指令处理速度控制,并且要求安装简单、维护方便、扩展灵活、组网方便。西门子公司s7-400 PLC具有如下特点:
1)模块化PLC系统及功能模块,满足中、大规模的性能要求;
2)基板安装,安装简单,布置灵活:
3)简单实用的分布式结构和多界面网络能力,应用灵活多变;
4)高速的指令处理、功能丰富的模块可以非常好地满足和适应自动化控制任务;
5)编程软件STEP7结构化程序开发思想,多种编程语言选择,编程灵活、高效,组态软件WinCC功能强大、画面丰富、使用方便,完全可以实现本系统的控制功能。
3.过程监控画面
上位操作站选用的是DELL公司的商用机,可靠实用、性价比高。
部分上位机工艺流程监视画面如图6~9所示。
三、控制系统功能
水泥生产过程特点及控制难点如下:水泥生产线系统是强非线性、耦合严重、大延时滞后、大惯性的复杂生产过程。水泥回转窑的控制是水泥生产线中最复杂,也是最关键的控制,以调节人分解炉及回转窑的用煤量来控制分解炉及回转窑内的温度控制最为典型。水泥磨主电动机、辊压机及主风机等高压电动机的控制及保护也是水泥生产线的控制难点;水泥生产线的另一个典型控制是连锁控制和分组控制。
烧成窑系统的典型自动控制回路主要如下:
1)根据窑尾喂料失重仓荷重传感器的信号,控制电动流量阀的开度;
2)根据窑尾喂料固体流量计的计量信号,控制电动流量阀的开度;
3)根据预热器一级筒Cl出口压差,控制高温风机的转速;
4)根据分解炉出口温度控制分解炉喂煤量;
5)根据窑头负压自动调节窑头废气风机进口阀门的开度;
6)根据窑头电收尘器进口气体温度自动调节冷风阀的开度;
7)根据篦冷机各室冷却风机进口风量分别自动调节各室风机进口阀门开度或电动机变频调速;
8)根据篦冷机一室阶梯篦板空气梁风压,一、二室阻力篦板空气梁风压,二室阶梯篦板空气梁风压等9个测点中变化的最大值来自动调节篦床传动速度;
9)根据煤磨进、出口压差自动调节排风机进口阀的开度;
10)根据煤磨出口气体温度自动调节窑头冷风阀的开度;
下面从3个典型的控制,择重点和难点做一下介绍。
1.典型PID(比例、积分、微分)控制回路
PID控制的作用是使生产过程中的被控量,如温度、压力、液位、喂料量等,在受到外来因素扰动的情况下,稳定维持在预先的设定值上。水泥生产线中的自动调节PID控制回路约为30多个。
由于水泥的工艺工况相对复杂多变,PID回路投入的数量取决于生产线的自动化水平和工艺的稳定性。根据实际的生产需要,在许多工艺关键点应用了PID调节,如上面所说的烧成窑系统的典型自动控制回路,下面举两个典型的例子简单介绍一下PID控制的调节功能。
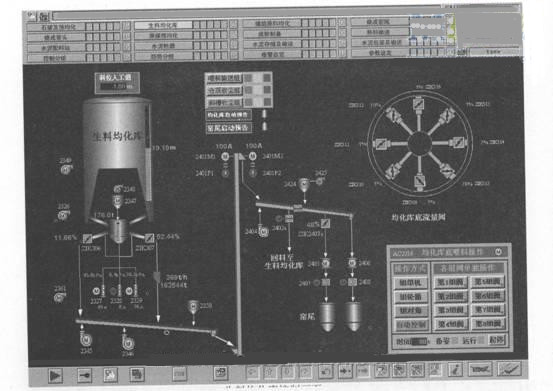
图6生料均化库控制画面
(1)篦冷机速度控制
如果篦床速度小将会使熟料层变厚、篦下压力增加、篦冷机出口熟料温度降低、二次风温和三次风温上升等,如果篦床速度大将会使熟料层厚度较小、篦下压力降低、篦冷机出口熟料温度增高、二次风温和三次风温降低、窑尾气体O2%含量增加、篦冷机废气温度增加等。因此自动控制篦冷机篦床速度是烧成车间运转所需的最基本控制之一,对稳定篦板上料层厚度、生产工况及设备安全运行都是非常必要的。根据理论和经验总结得出的压力、速度、料厚之间的关系,设置篦冷机一室篦下压力最佳控制点,PLC自动控制调速柜调节第一段篦板速度,第二段篦板速度将按一定比率自动跟踪第一段篦板速度。采用这样的控制方案,尽管进入冷却机的熟料量和颗粒组成发生变化,但二段篦速仍然协调一致,篦床上的料层厚度逐渐递减并保持一定的关系,有利于篦床上熟料的输送和冷却。
(2)孰料入窑计量控制回路
孰料入窑计量控制可以使用自带PID控制器的喂料秤,但价格昂贵,有时控制还不稳定,而且不方便监控实时控制数据、观察控制效果。采用从软件上进行PID调节控制,这样不但减少了设备成本,而且大大提高了控制质量。该控制回路的被控变量是计量秤的喂料量,调节参数是流量阀开度。根据计量秤的喂料量设定自动控制下料阀门的开度大小,从而确保了窑喂料的稳定,保证了熟 料的产量和质量。在实际孰料定量下料的控制过程中,因为有时孰料颗粒的不均匀,造成下料控制不稳定,因此在控制回路中加入了前馈控制。发现喂料量有明显抖动的时候,让控制器延时控制,并在喂料量的控制值上加入可变的控制死区,增加控制的鲁棒性,从而提高系统控制的稳定性。
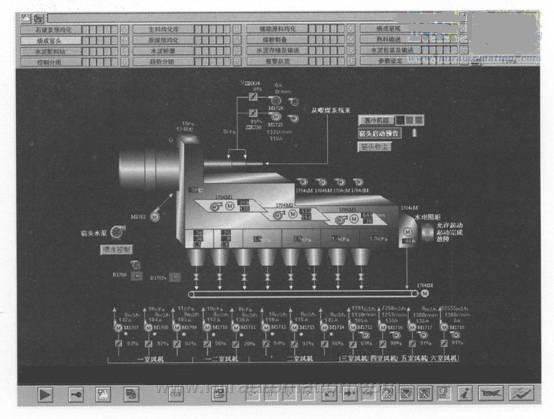
图7水泥回转窑窑头及篦冷机控制画面
2.高压电动机的控制及保护
高压电动机的控制及保护也是水泥生产线的控制难点之一,下面以水泥磨主电动机的控制进行说明。水泥磨主电动机是通过水阻柜进行保护起动的,水泥磨主电动机的起动要受到很多条件的连锁:水阻柜运行正常,主磨机稀油站、主减速机稀油站、磨头磨尾稀油站无故障,主磨机轴承、轴瓦温度正常,斜槽风机等。水泥磨设备的控制一定要在硬件和软件中做好双重互锁,并做好报警,否则很容易造成水泥磨设备的停机并导致设备故障或者危险,切记。
水泥磨主电动机各闸控制功能块如图10所示。
3.设备的起动连锁控制
设备的起动连锁控制是水泥生产系统的典型控制,下面以生料进出料连锁、均化库下料连锁做简单介绍。
(1)生料进出料连锁
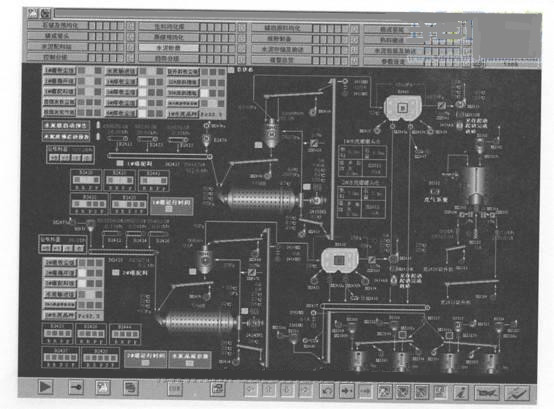
图8水泥配料及水泥磨控制画面
进料连锁:在收到磨机运行信号后延时10s(上位机可修改),起动过桥输送带,收到运行信号后延时10s(上位机可修改)起动进料斗提机,收到运行信号后延时10。(上位机可修改)起动库底输送带。当顺序控制系统中前面设备的运行消失后,后面的设备要停止。
出料连锁:仅窑开时鼓风机起动后收到运行信号延时10s(上位机可修改)起动斗提机,收到斗提机运行信号后延时10s(上位机可修改)起动除尘器和链式输送机,当顺序控制系统中前面设备的运行消失后,后面的设备要停止。磨机和窑都开时(磨机运行信号具备),鼓风机起动后,收到运行信号延时10s(上位机可修改)起动斗提机,收到斗提机运行信号后延时10s(上位机可修改)起动除尘器和链式输送机,同时收到斗提机运行信号后延时10s(上位机可修改)起动变频器链式输送机,收到运行信号后延时10s(上位机可修改)起动斜槽用风机同时延时5。(上位机可修改)后起动带式输送机,收到斜槽用风机运行信号后延时10s(上位机可修改),在收到带式输送机和斜槽风机的运行信号后延时10s(上位机可修改)起动选粉机变频器,收到选粉机变频器运行信号后延时10s(上位机可修改)起动提升机,收到提升机运行信号后起动出料用斜槽风机。在本系统中,停机可分为故障停机和正常停机:故障停机即当顺序控制系统中前面设备的运行消失后后面的设备要立刻停机;正常停机时,需要按照起动顺序的相反方向进行延时停止,具体的延时时间可修改。
(2)均化库下料连锁
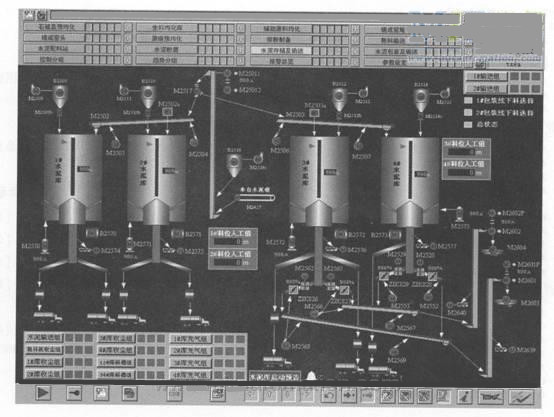
图9水泥库控制画面
圆形均化库共有6个下料孔,两个下料孔分为一组,共有3组下料操作,为了保持进预热器物料的平衡,称重仓最小需保持x吨的物料。当称重仓的重量小于n1吨时,起动第一组下料,当称重仓的重量大于n2吨时,关闭第一组下料。称重仓的重量再次小于n1吨时,起动第二组下料,当称重仓的重量大于n2吨时,关闭第二组下料。称重仓的重量第三次小于n1吨时,起动第三组下料,当称重仓的重量大于n2吨时,关闭第三组下料。称重仓的重量第四次小于n1吨时,起动第一组下料,依次循环下料。
均化库的进料连锁是一个顺序控制,依次起动旋转锁气阀、通风机、提升机、鼓风机和定量给料机。当前面的设备起动失败或者运行信号消失后,后面的设备需要故障停止。在实际投运过程中,由于现场设备的运行信号不稳定,经常间隙性的信号消失,根据用户需求,把参与连锁设备的运行信号都加上了延时,有效的弥补了现场设备信号不稳定的不足。
四、项目运行
目前,本项目已投入运行,系统运行稳定、可靠,程序功能强大,画面操作友好、灵活、方便,获得该公司领导和技术人员的一致好评,深得现场操作人员的喜爱。据悉,该公司准备上二期工程。
五、应用体会
通过项目的实施和调试,对西门子公司的控制系统有了更深层次的把握,对西门子公司TIA的应用有了更深的认识,具体如下:
1)西门子公司的控制系统功能强大、模块丰富、组态灵活、扩展方便;
2)西门子公司的编程软件STEP7结构化程序开发思想、多种编程语言选择、编程灵活、高效,组态软件WinCC功能强大、画面丰富、使用方便。





 地址 Add : 深圳福田区滨河大道5003爱地大厦西座21A
地址 Add : 深圳福田区滨河大道5003爱地大厦西座21A 电话Tel:0755-83975718 83762660
电话Tel:0755-83975718 83762660 传真Fax:(86) 0755-83975718
传真Fax:(86) 0755-83975718  luyunfeng@szrunning.com
luyunfeng@szrunning.com